
芯押し台の加工修正をしてみました。
ここでやっていることが正しい対処なのかはわかりませんが、
自分の旋盤だから好き勝手です。
きっかけは長尺の棒を削ると
左右でφが0.1mmくらい変わることでした。
理由はいろいろあるでしょうけど
芯押し台のクイルの出し方で変わるようなので
まずはそこから。
(自動送りの親ネジにハーフナットを掛けるときに
刃物台が持ち上がっているのが主因
と後で気付く)
クイルにダイヤルゲージをあてて出し入れすると
50mmの繰り出しで0.1mm右への傾きがありました。
tanθ=0.1/50ということでθ=0.11°
角度で見ると、とても小さく感じてしまうのですが…。
今回はこの傾きを治します。
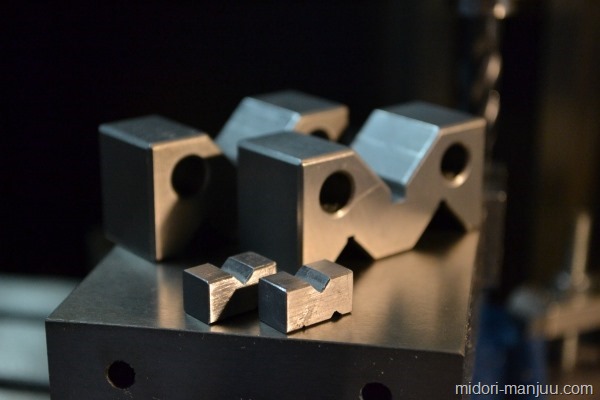
卓上旋盤はCJ0618Aで
芯押し台はこんなです。

右に伸びたレバーで固定できるタイプです。

裏側 長穴のボルトが上部と下部の固定ネジです。
左右のスライド機構のために長穴になってます。
 レバー左下に見える2本のイモネジで下部のブロックを押し付けてます。
レバー左下に見える2本のイモネジで下部のブロックを押し付けてます。
あと、左右両側面に1本ずつあるイモネジは左右のスライド位置調整かつ固定です。
パカッ


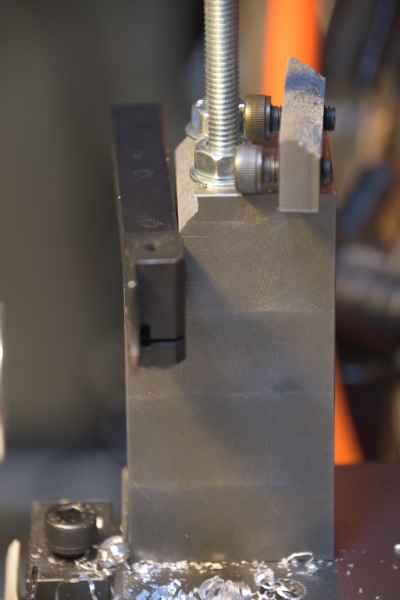
ブロックのこの面をフライスで修正します。

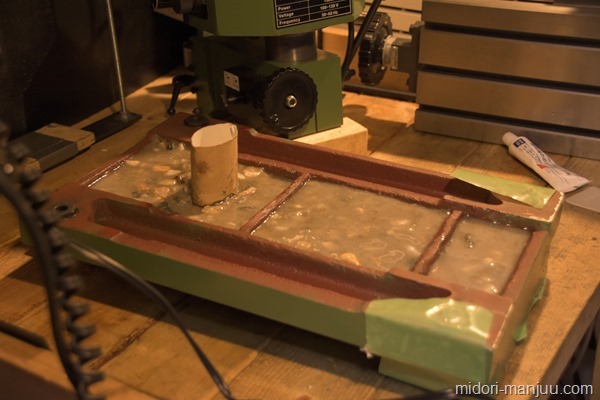
手前側を0.08くらい削れるようにセッティングしているところ。
そして超硬エンドミルで削りました。
組み直してクイルを再度測定。
結果は50mmで0.05mmの傾き。
半分しか治ってません。
元々の削り代が少ない上に
削った後の確認を忘れたのが原因です。たぶん。
そのためには仕上がりを確認するために
切削前のブロック左右の厚みを測っておくべきでした。
出来上がりを知るための方法は先に考えておかないといけません。
と反省。
このズレが許容できなくなったらまたやることにして
今回はこれで許してやることにしました。
(くたびれたので)
切削しろがあまりに少ないので
次やる時はヤスリにするかもしれません。
それでも、測定のためにフライスにセットして行うと思います。
お読みいただきありがとうございます。



One thought on “芯押し台の加工修正 その1”
Comments are closed.