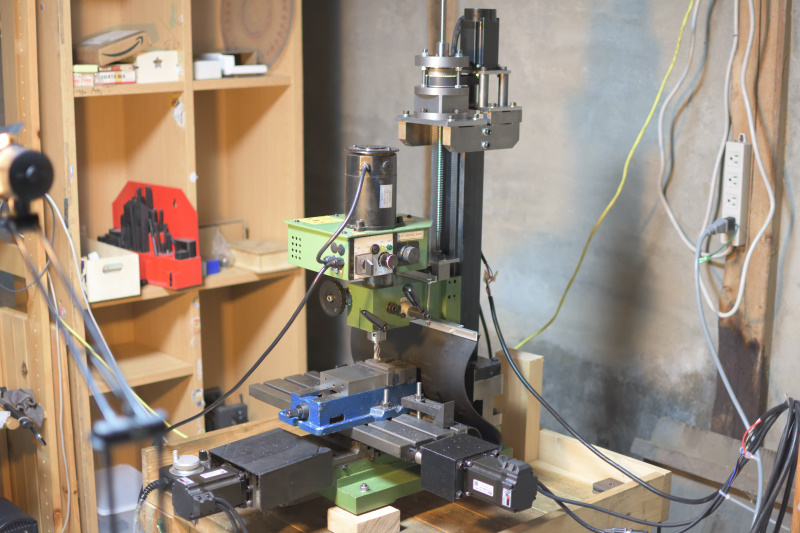
卓上フライスを使っていると
バイス(万力)をよく使います。
(なぜかは記事後半に)
これまでは数百グラムのミニバイスを使っていました。
しかし、
口金の面積が足りない。
ワークを傷つけやすい。
バックラッシュが異様に多い。←これが結構面倒
など、操作性も悪いものでした。
手持ちのリードバイス 口金幅100mmは
剛性はとてもしっかりしているのですが、
口金がギザギザなのであまり使っていませんでした。
ギザギザ口金のままで
間に板金を挟んで使うのも手ですが、
今回は、フラットな口金を作成することにしました。
最初についていたギコギコ口金

いきなり交換完了… 作業前の写真撮り忘れです。( ˘•ω•˘ )
気を取り直して初めから、
まず、新しい口金はSS400を材料としました。
銅やアルミほど柔らかくはありませんが
鉄としてはかなり柔らかい部類なので。
つけた傷はすぐにヤスリがけすることにして
あまり傷だらけになったら
フライスでさらうことにします。
なのでちょっと深めにザグリました。

激遅に改造したボール盤で作業しました。
ザグリにはebayで買った「沈めフライス」を使いましたが、
激安なのに切れ味抜群でした。
先端に誘い込み的な部分もあって
ボール盤で使われることの方が多いようですが
なぜか沈めドリルとは呼ばれません。
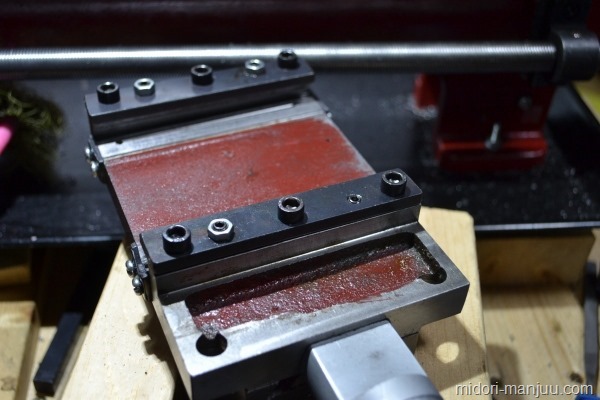
加工したところは
材料が押されて周辺が膨らむので
念入りに油砥石でさらいました。

手前の口金がちょっと傾いてますが
固定側(奥側)に合わせた結果です。


フラットな面がピシッと合うと気持ちいいです。
ハンドルのフィーリングまで違って感じます。
卓上フライスではバイスが必要な理由
フライスで切削したワークは必ずバリが出ますが、
卓上フライスでは余計にバリが出ます。
考えられる限りの理由を並べてみました。
素人なので良い刃物をつかっていない。
エンドミルの角の切れが悪い。(自分で研ぐかな)
超硬エンドミルを使った。(刃先欠けづらくなってる分、切れ味が悪い)
使う材料が柔らかい(ねばい)ことが多い。
機械剛性が低い。
バリが出やすい方向に削っている。(機械剛性が低いからアップカット)
ヤスリ掛けが好きだ。(個人の問題)
作るものが小さい事が多いので
台に押し付けてヤスリ掛けするよりも
バイスで挟むことになります。
一応書いておくと
バリがあるままのワークや切粉を
マシンバイスや、精密バイスに挟むと
口金を簡単に痛めます。(ミミズorバクテリアみたいな跡が残ります。)
なのでヤスリでバリ取り&糸面取りをします。
更には油砥石でさらいます。
(糸面取りは角を僅かに落とすことですがC面程ではないです。)
糸面取りは自分の頭を左右に動かすと光の反射具合から幅がわかりやすいです。
紐もあるの?
気になって調べてみたら
ひも面、ひも面取り
というのが木工にありました。
話が脱線しました。
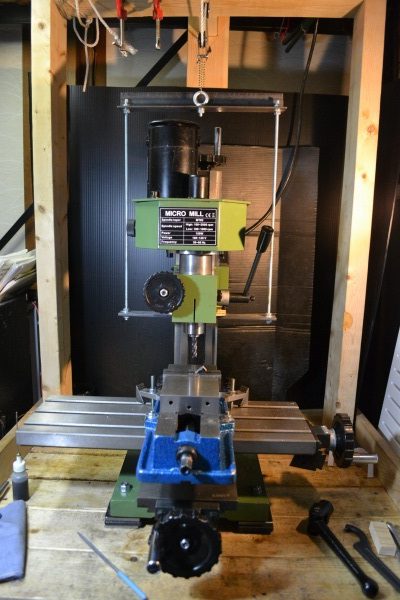
使用バイス
E-Valueのホームバイスです。
口金幅100mmの中ではかなり安いですが、
剛性はしっかりしています。
もちろん水平の首振りも出来ます。(だいたい100度)
首振りのロックは左右にあって、締めればビクともしません。
バイスって取り付け穴が3つのものが多い気がしますが
鋳物だから割れ対策でしょうか?
このバイスも同様です。
余談ですが、
ダイソーの100円のヤスリ(△と〇のセット)は切れ味に関してはあなどれません。
製品が入れ替えになる前に2セット余計にストックしておきました。
(2018/03/09 追記)
一回り小さいバイスを買い足して、またまた口金を交換しました。

詳細はTRUSCO 回転ベンチバイス BV-50SNの記事にて
お読みいただきましてありがとうございます。