

ベースは卓上ボール盤 SDP-300V (藤原産業 SK11シリーズ)です。

- 電源:単相交流100V・電流3.2/3.3A
- 消費電力:270/300W
- 無負荷回転数:700~3000/600~2600(60Hz/50Hz)
- 穴あけ能力:鉄工8mm・木工24mm
- キリの最大送り寸法:58mm・フトコロ寸法103mm
- テーブル上下移動距離:176mm・テーブル作業面:162X164mm・ベースーチャック間最大距離:270mm
- チャック:13mm・取付軸:ジャコブステーパーJT33
- 全高さ:592mm・本体質量:18.5kg
↑Amazonからのコピペです。
仕様にある通り、回転数が高いです。
鉄工だと8mmが限度とされていますが
600rpm以下に下げられないことから来る制約のように思われます。
そこで低速化することにしました。
さて、その方法ですが、
搭載のモーターは100V 同期モーターインダクションモーター/コンデンサーモーターです。
その名の通り、電源周波数に同期しています。
(↑ 電源と完全に同期しているわけではないので同期モーターと書くのは間違いでした。)
電力調節器で回転数を落とすと
空転ですら維持できず、停止してしまいました。
わかってはいましたが、一応試しました。
一般的なのは三相200Vのモータとインバータを使うことですが
わが家には単相100Vしかありません。
あとは、トランスで100Vから200Vを作り、
単相200V入力で三相200V出力してくれるインバータが市販されているので
それを使う手もあるのですが、費用と場所を食います。
そこで行きついたのがユニバーサルモーターのスピードコントロールモーターでした。
他の用途で使うつもりでヤフオクでゲットしたのが押し入れで寝てました。
モーター 4IK25UGV-JA
ギアヘッド 4GV7.5B ギア比7.5
コントローラ MSC-U
最大出力25Wは小さすぎますがなんとか使えてます。
モーター内に速度検出用の発電機が入っていて、発電量でフィードバックがかかっているらしいです。
なので低速でのトルクは少ないなりにも出ています。
無理すると止まっちゃいますけどね。
モーターの出力軸を延長してるので、モーターに無理をかけてます。(どのくらいもつかな?)
後から思いましたが、プーリーの穴径を広げればよかっただけでした。(-_-;)
記事後半に書きましたが、実はこの制作は一度失敗していて、そっちでは軸延長が必要だったのです。
うっかりそれを引き継いでしまいました。
 フレームは家庭用溶接機で溶接してみました。
フレームは家庭用溶接機で溶接してみました。 学生の時に演習で溶接したことがありましたが、すっかり忘れてます。
学生の時に演習で溶接したことがありましたが、すっかり忘れてます。
家庭用溶接機ははじめてだったので汚いですが、とりあえず外れることは無さそうです。
(パワーが少ないので難しいのです。
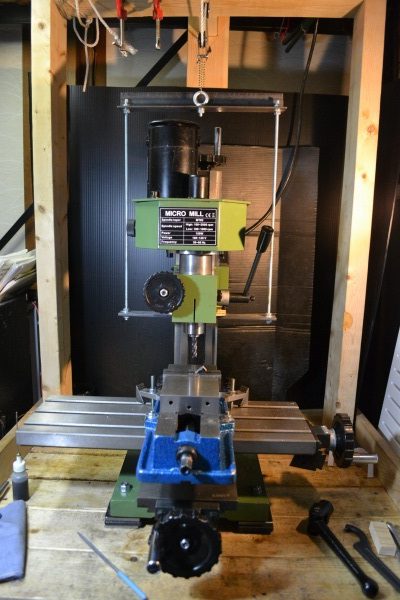
後でわかりましたが、コツは忍耐で、ごくゆっくりと進めるときれいにできます。) 低速化により振動が減ったので上に物が置けます。(部屋が物置状態なので僅かなスペースも利用)
低速化により振動が減ったので上に物が置けます。(部屋が物置状態なので僅かなスペースも利用)
(上の写真はチャックを抜いてスピンドルの精度を確認している時のものです。結果は記事最後に)
左に写っている箱にスピードコントローラ、24V電源、速度ボリューム、切り替えスイッチ(正転/逆転/停止)を詰め込み、
モーターのコンデンサは入りきれなくてボール盤本体に入れました。
ベルトを最速に掛けても320rpm程度と高速側が無くなってしまいました。
欲を言えば600rpmくらいまでは欲しかったところです。
φ8あたりまではベルトを最速に掛けて使っています。
φ13ではベルトを最低速に架け替えないと力が足りませんでした。
それ以上は持っていないので試せていません。(材料SS400)
25Wのわりには健闘していますが、やっぱり最低でも100Wは欲しいところです。
逆転スイッチも付けておいたのは正解でした。
食ってもすぐに復帰できます。
実はこの改造の前に一度失敗がありました。
ウォームギアのヘッドが付いたモーターを落札したのですが、
届いたモーターをテスト動作させると
あれ? 遅い。
ベルトを最速に掛けても出力軸で60rpm程度…
痛恨の計算ミスでした。( ゚Д゚)
それでも何とか使えるかと組みつけたのですが…。
下の写真はその時のものです。
 やっぱりめちゃくちゃ遅くて毎秒1回転くらい。
やっぱりめちゃくちゃ遅くて毎秒1回転くらい。
ウォームギアなのでパワーだけは馬鹿みたいにあってドリルを折りました。
自壊しそうです。(その前にベルトが滑りますが)
なにより遅すぎてかったるいので結局モーター交換となったのでした。
最後に精度について書いておきますと
付属のチャックの精度 0.04
精度のある長い棒が無かったのでスポッティングドリルを使ってチャックから20mm下で測定しました。
本来なら100mm程度下でこのくらいの精度が出ている必要があるようです。
100mm下では0.1をオーバーしていると思われます。
スピンドルのテーパJT33 の精度は ±0.002でした。 (追記あり)
ということで
チャックがあまり良くありません。
テーパーはJT33なのですが
このテーパーは日本ではあまり使われていません。
(USAではよく使われているようです。)
そのため精度の良いチャックの選択肢がほとんどありません。
堀内製作所(日本製) 1万円越え 精度最高
SouthBend(USA) 8000円くらい 精度は良さそうだけど不明 旋盤で有名?
VERTEX(台湾)4000円くらい 標準的精度
(本当はユキワ精工がJT33対応してくれていればよかったのですが、ラインナップにありません。)
それから、テーブルの垂直度は123ブロックやスコヤ(2級)で確認した感じでは問題ありません。
というより、きっちり出ていたので驚きました。
(テーブル上面だけで、土台の上面は調べていません。)
(2018/3/16 追記)
スピンドルの精度は良かったはずなのに、どうも結果の精度が悪いので調べると、
クイル(下に伸びる部分)を下げるとガタが発生することが判明。
これまでクイルを下げている時に時々ドリルの振れを目視で感じることがあったのですが、
錯覚だと思っていました。
おやッ?と思ったら確認!(教訓だったのですが…)
振れの測定時はクイルが最上端位置でしたが、
その状態ではクイルがフレームに押し付けられているのでガタがありませんでした。
調べるとハンドル手前に調整ボルトがありました。(説明書に書かれていない)

このボルトを取り外すには本体からクイルを抜く必要があります。
なぜなら、ボルト先端が上の写真のようになっていて
これがクイルの溝に入っています。
ボルトを回すと溝側面に押し付けられるので、その状態でロックナットを締めるようになっています。
ここを利用し、新しいボルト先端を全周削って溝の底を押すようにしました。
しかしやってみると、クイルの溝の底面は相当に粗い切削跡があり、
ヤスリで多少はならせましたが、クイルを下げる際にハンドルに感じます。
デフォルトの調整ネジはこれを避けるために溝の側面を押さえていたようです。
それでも精度は改良前とは雲泥の差多少マシになりました。
更なる対策としてはクイルを保持する本体に割りを入れることも考えました。
既に海外でやっている人がいました。http://bedroom-workshop.com/drill-chio/0drill-chio.html
参考になります。
モミ付け時にテーブルを出来る限りドリル尖端まで上げておけばそれほど問題ないので
様子を見ています。
(2018/3/16追記ここまで)
(2018/06/15 追記)
チャックをVertexに交換しました。
これまでにやった結果として
穴あけ精度への影響順を挙げてみました。(完全に私の主観です。)
ドリルビットの曲がり
刃の左右対象
刃の角度を付けすぎない(切り込みすぎる刃はダメ)
チャックの振れ
…
いろいろやりましたが
回転速度やクイル下げ時のブレはあまり穴あけ精度に関係していなかったかもしれません。
ちなみに
1mm以下の小径(0.2mmとか)にはプロクソン MF70を使っています。(まだブログに書いてません)
小径ドリルにはルーターなみの高回転が必要です。
(2018/06/15 追記ここまで)
こんな改造もしました。
卓上ボール盤 テーブル裏を埋める (エポキシグラナイト再び)
ボール盤のテーブル裏にはリブやらフチやらが立ててあるのでワークを固定しにくいんです。
そこで埋めてしまいました。
テーブル裏がフラットになるとC型ロッキングプライヤーでどこでも掴めるので作業がめちゃくちゃはかどります。
ずいぶんと長文になりました。
お読みいただきありがとうございました。



One thought on “卓上ボール盤(SK11 SDP-300V) 低速化”
Comments are closed.