ツボサンの硬度チェック
数か月前に購入し、焼き入れ具合や興味で工具の硬さを知るのに使ってます。

カバー内側に使い方が書かれています。
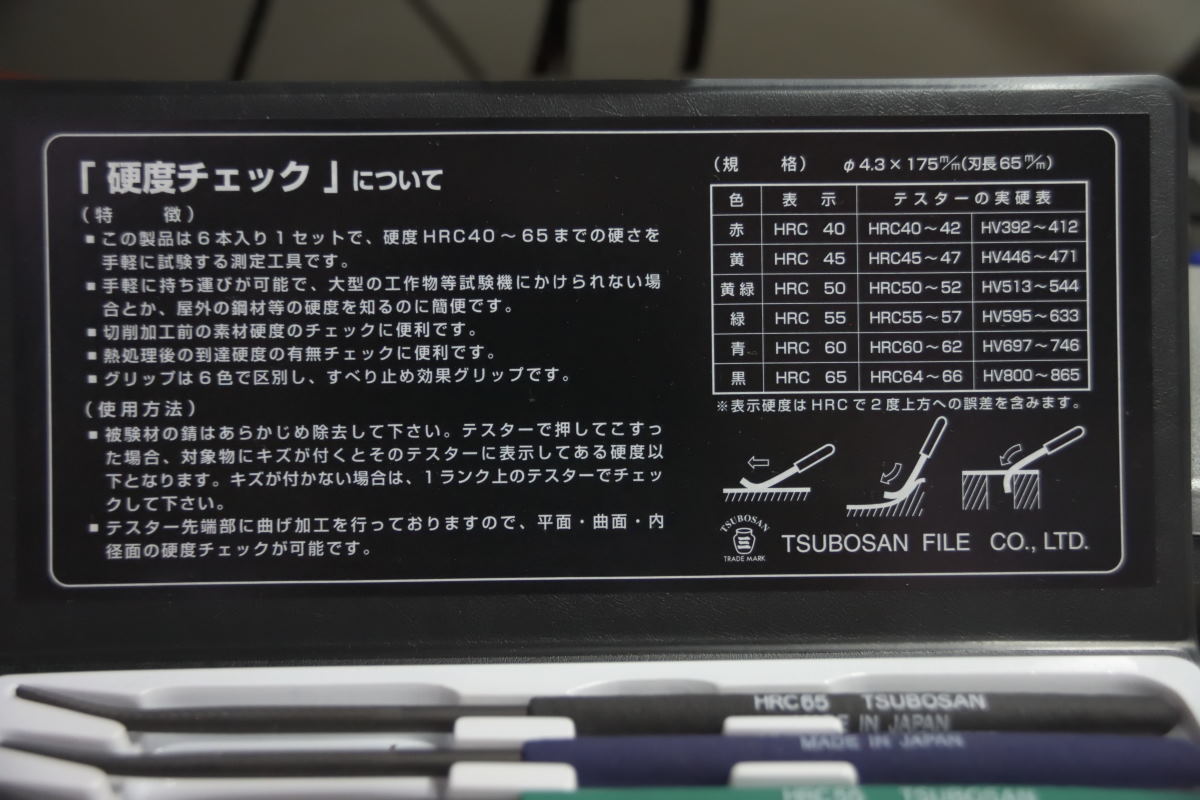
実際やってみると、この方法だけでは判別しにくいです。
硬さがかけ離れていれば掛かっているのか手応えでわかりますが
テスター一本分の差だと悩むことがあります。
見た目ではどうかというと
表面の前処理として、ダイヤモンドやすりはもちろん、油砥石を使ったりと試しましたが
被削材の方が硬くてもヤスリ跡とか研磨跡で荒いとミクロの凹凸を越える際に圧痕として細かい潰れ傷が着いてしまい、
掛かっているのか、圧痕なのかわかり難いというのもありました。
行き着いた方法(あくまでも自己流)
ダイヤモンドやすりでヤスリ目がきれいに面に出るまでやする。
鏡面だったとしてもヤスリ目をつける。(鏡面は他より硬い感じ)
それに横断する方向でHRC65から順に傷をつける。(力は一定で)
S45Cの未焼き入れ端材(黒皮は除いてある)の角でゴリゴリと圧を加えてこする。(ヤスリ目も薄くなる)
圧痕ならこれで見えなくなる。(検査前に圧を加えてこすると加工硬化があるかも)

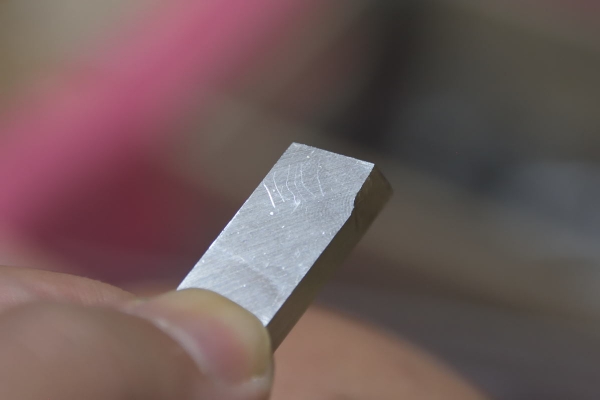
この方法でマルチツールの鉄工用ブレードを試しました。(試験はちょっと右下向きの線)
左からHRC65、HRC60の線が見えます。
その右HRC55の中央は消えています。
この結果、HRC55弱と判定しました。
今度はebayで買った中華ハイス完成バイトを試してみました。
左からHRC65 HRC60 HRC55 HRC50 …
一見HRC60くらいかな?と思いますが、こすると
HRC55が残っています。
やっぱりという感じです。実は他の中華ハイスと比べても減りが早いと感じていました。
ネジ切りに使っているモノタロウの「完成バイト方形バイト コード07579381」は
スウェーデン鋼のSKH57をハイス専門50年の熱処理工場で処理したと謳っているだけあって
HRC65,60が残りました。
硬いとわかり難いですがHRC60位じゃないかと思います。
(端だったので切断の影響の可能性あり。)
↓Amazonは最小注文数が2からになっているので気を付けてください。(2018/09現在)
追記 2021/04/30
ツボサンの商品紹介ページで硬度チェックの動画が公開されていました。
ケースに書かれた使い方説明文では傷が付くかを見る文言でしたが(当ブログの上の方に写真あります。)
動画では、軽い手の感触で判断しているようです。
動画の判定に従うと
自分が刃物用に焼入れしたSK4では刃先から10mm以内はHRC65でも測れません。(5本測りました)
5mm程度の切れ刃の手工具です。
バーナーを離れるとすぐ温度が下がるので
水面へ移動中はもちろん、まさに水面までバーナーを当てながら焼入れしています。
しかも焼戻しをしていないので確かに相当硬いとおもいます。
グラインダーで研磨する際にちょびちょび水に付けて冷やしていますが、少しは焼き戻されているはず。
しかし研磨後でもHRC65が掛かりません。
本当にそこまで固く焼きが入ったのか? まあ、靭性がいらない用途では硬い分には都合は良いのですが
ちょっとモヤモヤしています。
材料屋が間違えてるのか、そういうロットを引いたのか、はたまた測り方が悪いのか?
国産ハイスエンドミルの3番辺りのエッジに対して
普通の5本組み並目(ベアリング鋼)でヤスリがけしてみると
滑って削れません。
しかし、エンドミルはエッジが光って見え、ヤスリも光の筋が入りました。
なめっているという表現が合いそうです。
同程度の硬さのようですが、傷の感じからエンドミルの方がやや硬いようでした。
そしてどちらもHRC65のテスターが全く掛かりません。
よほど硬さに差が無ければこのように光るだけかと思うのですが、
結局の所わからずじまいです。